Trace Components in Natural Gas System |ChemFam #24|
Greetings to everyone! In my previous post, we have completed our discussion on recovery of sulphur in natural gas system. Today, we shall be discussing about some of the important trace elements in the natural gas system and also we will discuss some of the removal processes.
WHAT WE SHALL LEARN?
We shall be discussing about the number of trace components exist in natural gas which may create processing, product quality and environmental problems if present in high concentration. Sometimes they ranges above their critical concentrations and that is why they have to be removed from the natural gas system. The various types of trace elements that we shall be looking into in this particular discussions are - Hydrogen, Oxygen, Radon, Arsenic, Mercury, BTEX and Helium. BTEX comprises of benzene, toluene, ethyl benzene and xylene. We shall be taking up helium separately in a separate post.
Hydrogen
The primary source of this hydrogen is the gas streams from refineries. Generally the hydrogen levels are rarely sufficiently high to cause a problem. Rather sometimes it is added to the natural gas to increase its heating value without causing any accidental hazard. This hydrogen can be used in the fuel cells.
Oxygen
Oxygen can be a reactive gas so this is the only contaminant that does not occur naturally and its best approach for treating prevents its introduction into the processing stream. The major sources of this could be from leakage of valves and piping in gathering systems that operate below atmospheric pressure. It should be less than 1.0 vol % concentration in sales gas. It can cause emission and if it reacts with the pipelines it can cause corrosion. Some pipelines have specifications as low as 0.1 vol%.
Effects of Oxygen
Above a certain level, oxygen can cause various problems. Above 50 ppmv , oxygen can cause following problems-
- It enhances pipeline corrosion in presence of liquid water.
- It reacts with amines in gas treating which ultimately leads to heat stable salt formation. This can cause scaling problems inside the particular equipment.
- It reacts with glycols to form corrosive acidic compounds.
- It can react with the hydrocarbons during the high temperature regeneration of the adsorption beds to form water and if water forms than it reduces regeneration effectiveness. It is so because regeneration needs high temperature as we have discussed in our earlier discussions and formation of water can bring down the temperature. Thereby it will reduces the bed capacity for regeneration.
Oxygen Removal
In its low concentration, oxygen can be removed by non regenerative scavengers such as hydrazine or ascorbic acid. Whereas in the high concentration, oxygen can be removed by catalytic oxidation of the gas stream to produce water which is then removed in the dehydration step.
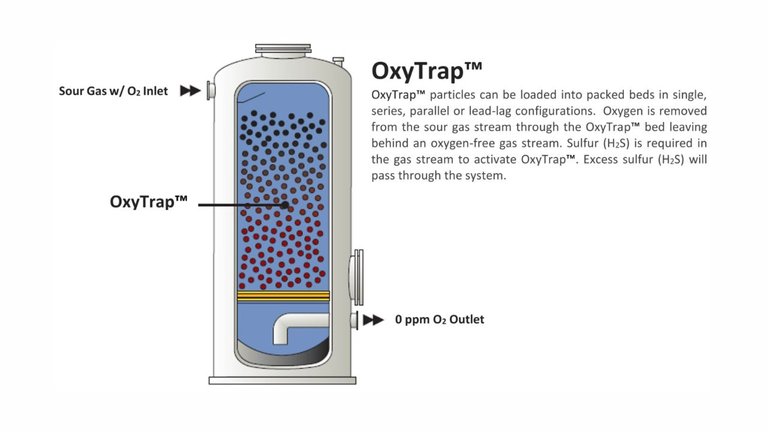
Gases containing sulphur compounds poison oxidation catalysts. Therefore reduction of sulphur levels in gasoline and diesel fuel is needed. So it is not possible to carry out combustion before gas treating unless the gas is H2S free. Oxidising the process stream after treating generates CO2 which can freeze out in cryogenic sections of the plant. Oxygen is removed in sales gas along with nitrogen rejection but this step follows the processing steps which are most susceptible to oxygen damage.
Radon
Radon is a radioactive element and its concentration in natural gas is very low to about 10-18 mole fraction. It rarely poses health problems because of its short half life which is about 3.8 days. Radon decays into 210Pb then to 210Bi and 210Po and finally into stable 206Pb.
Some of these daughter products of radon have long half lives and condenses on pipe walls and forms a low level radioactive scale which may flake off and could be collected on inlet filters. The storage vessels can accumulate the daughter products as sludge.
Arsenic
Next we come to arsenic (As) which is a toxic non volatile solid. That means it will tend to stay in the sludge and will not be vaporising along with the natural gas. It exists in nature gas as a more volatile trimethylarsine (As (CH3)3). It usually collects as a fine grey dust. The high concentrations tend to be geographically localised and can be successfully removed from gas by use of a non regenerative adsorption process.
It needs dehydration before its removal to prevent adsorption of water by the adsorbent, thereby reducing the effectiveness of arsenic removal. Several facilities reduce arsenic concentrations in sweet raw gas from around 1,000 to less than 1µg/m3 and must be removed before the gas streams can be marketed.
Mercury
Mercury (Hg) is another hazardous element which may be present in elemental form or as organometallic compounds such as dimethylmercury and diethylmercury or as inorganic compounds such as HgCl2. The elemental mercury distributes itself between both gas and liquid phases and has an extremely low vapor pressure whereas the vapor phase concentrations are orders of higher magnitude because of the non ideal behaviour of mercury at operating condition.
The levels of mercury that can be tolerated is not established. So most common operators want to remove it to a level where it can not be detected the available analytical capability. Currently, this concentration of mercury is about 0.01 µg/Nm3 which is about 1 ppt by volume.
Removal of Mercury
Mercury is mostly removed by adsorption whereas the complete removal of mercury requires reduction of mercury compounds to elemental mercury. The processes that use chemisorption for removal may simultaneously remove the organic mercury compounds through physical adsorption. Therefore both physical as well as chemical adsorption are used for the removal of mercury. During the removal of mercury some of the As and Pb also gets removed.
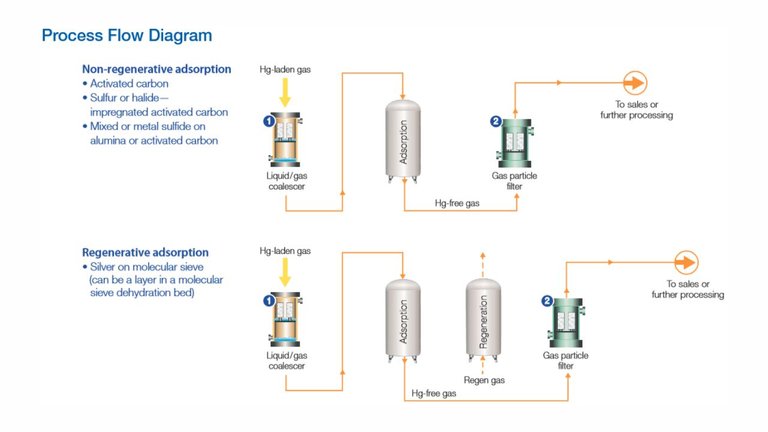
Two types of adsorbents could be employed for the removal of mercury viz. non regenerative adsorbents and Regenerative adsorbents. The non regenerative adsorbents are simple, has high installation cost and has high pressure drops since multiple adsorbers are required. Whereas the regenerative adsorbents usually practiced simultaneously with another regenerative adsorption application such as drying and incurs no additional cost as well as no additional pressure drops.
BTEX
In the BTEX we have benzene, toluene, ethyl benzene and xylene. They concentrates in both glycols (used in dehydration of natural gas) and amines (used in natural gas sweetening) because of their relatively low vapor pressure at the flash conditions and their affinity towards glycols.
The BTEX poses some environmental concerns. In most gas processing plants, BTEX is present in the volatile organic compounds (VOC) that must be controlled to meet clean air regulations. Benzene is considered as carcinogen and is an air toxin. These can potentially get frozen in the cryogenic plants. Both benzene and p-xylene can cause plugging problems in cryogenic extraction units.
{kind=link}
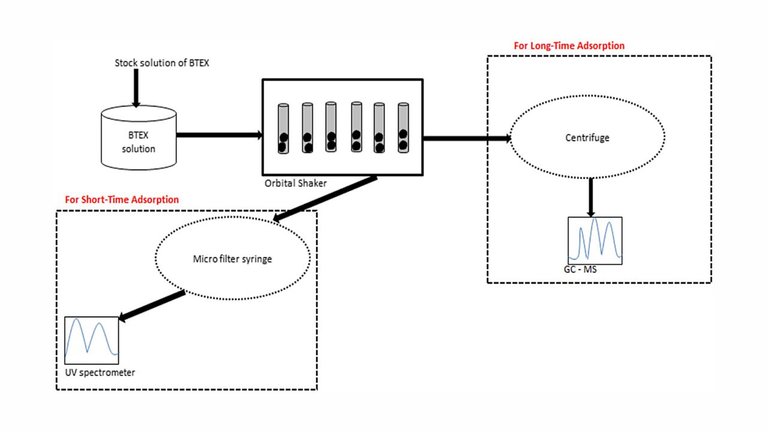
BTEX removal
There may be some adjustments of plant operating conditions to minimise the quantity of BTEX in the glycol absorber. Incineration of the BTEX at elevated temperatures (540-820°C) produces CO2 and H2O. Sometimes BTEX is condensed and recovered it as a liquid product which is sold separately in the market to make other chemicals. BTEX could also be removed by adsorption on a carbon adsorbent or by absorption by amine treaters along with the acid gases.
Fundamentals of Natural Gas Processing
Handbook of Natural Gas Transmission and Processing
Sulphur Recovery in Natural Gas System-II |ChemFam #23|
Sulphur Recovery in Natural Gas System-I |ChemFam #22|
Nitrogen Removal in Natural Gas System-II |ChemFam #21|
Nitrogen Removal in Natural Gas System-I |ChemFam #20|
Acid Gas Removal in Natural Gas System-II |ChemFam #19|
Acid Gas Removal in Natural Gas System-I |ChemFam #18|
Estimation of Water Content in Natural Gas |ChemFam #17|
Membrane Separation in Natural Gas System |ChemFam #16|
Design of distillation column |ChemFam #15|
Separation Technique: Distillation |ChemFam #14|
Transmission Electron Microscope: Principle and Working |ChemFam #13|
Scanning Electron Microscope: Principle and Working |ChemFam #12|
Drugs: Classification and drug-target interaction |ChemFam #11|
What are orbitals and quantum numbers? |ChemFam #10|
Quantum mechanical model of an atom |ChemFam #09|
A case study about the growth mechanism of CNT |ChemFam #08|
Carbon Nanotubes (Buckytubes): Types and Synthesis |ChemFam #07|
Nanomaterials: Classification and Approach for Synthesis |ChemFam #06|
Azadirachtin: Isolation, Extraction and Mechanism of Action |ChemFam #05|
Woodward-Fieser Rules for Calculating λmax |ChemFam #04|
Chemistry in ancient India |ChemFam #03|
How do soaps clean the dirt? |ChemFam #02|
What is anti egg white injury factor? |ChemFam #01|
PS The thumbnail image is being created by me using canva.com

Congratulations @splash-of-angs63! You have completed the following achievement on the Hive blockchain And have been rewarded with New badge(s)
Your next target is to reach 60 posts.
You can view your badges on your board and compare yourself to others in the Ranking
If you no longer want to receive notifications, reply to this comment with the word
STOPTo support your work, I also upvoted your post!
Check out our last posts:
Thanks for your contribution to the STEMsocial community. Feel free to join us on discord to get to know the rest of us!
Please consider delegating to the @stemsocial account (85% of the curation rewards are returned).
Thanks for including @stemsocial as a beneficiary, which gives you stronger support.